Construction d'une automobile
Les chaîne de montage : en 1924 - le montage à la chaîne - Peugeot 104 - Citroën AXretour en page pédagogie - retour en page automobile - retour en page d'accueil
|
Le montage à la chaîne
(source l'Illustration, 4.10.1924)

| Le montage à la chaîne, dont les journaux ont souvent parlé cette année, a pour but de supprimer, dans la fabrication de l'automobile en grandes séries, à la fois le plus possible de la main d'oeuvre et le plus possible des erreurs dont elle est fatalement cause. Ce procédé tend donc à produire des voitures qui soient à la fois de prix beaucoup plus petit et de valeur usuelle beaucoup plus grande.
Ce terme de montage à la chaîne a été appliqué à la succession des opérations que nous allons analyser, par analogie avec la manoeuvre qu'exécutent devant un incendie les sauveteurs qui "font la chaîne" en se passant les seaux d'eau. Car il n'y a pas ici de chaîne, mais un rail sur lequel les châssis, non encore munis de pneumatiques, roulent dès qu'ils sont montés sur leurs deux trains. Chez Ford, qui débite, jusqu'à 7,000 voitures par jour, la chaîne est constituée par un tapis roulant qui chemine lentement devant les équipes d'ouvriers. Chez Renault, dont nos gravures représentent un montage à la chaîne appliqué à sa 6 chevaux, le procédé a été fort heureusement amendé, élevé à la hauteur de l'ouvrier français, très supérieur à l'ouvrier américain. Il n'y a là nulle copie, mais identité de principe de fabrication. Ce principe émane du simple bon sens, d'ailleurs. En effet, il est de bon sens que, si l'on décompose le montage des organes sur un châssis en une suite d'opérations simples que puisse exécuter le premier homme venu, à moins qu'il n'ait une maladresse incurable, l'exécution de ces opérations pourra être réalisée par une main-d'oeuvre de prix relativement bas, puisqu'elle n'a bénéficié d'aucun apprentissage et n'est pas spécialiste. Un homme qui serre des écrous du matin au soir touche, comme il est juste, moitié du prix payé à un bon ajusteur qui a mis trois ans à apprendre son métier. Cependant, il est évident qu'à serrer des écrous pendant des jours et des mois, cet homme acquiert une habileté et, par conséquent, une rapidité à serrer des écrous, que l'ajusteur ne possède pas. Par lui, ce détail de montage est donc à la fois très bien fait et très rapidement fait. Si l'on imagine qu'ainsi un homme sans métier peut se créer, par répétition d'une même besogne, une adresse particulière à donner tels coups de marteau qui forment une rivure ou font entrer une pièce dans son logement, ou à faire à la chignole tel trou dans un bois, ou à limer un filet, ou à monter un câble, ou à placer et rabattre des goupilles, etc., on comprend que toutes opérations élémentaires de ce genre puissent être exécutées ainsi au plus vite et au mieux, de par la maîtrise particulière qui naît de l'habitude. D'autre part, pour que cette main-d'oeuvre adaptée, familiarisée, agissant le plus souvent par réflexes, ne s'arrête pas dans la cadence de sa production, il est indispensable que toutes les pièces qu'elle doit manier ou placer soient rigoureusement identiques entre elles : un boulon plus gros ou plus court que les autres arrêterait net le débit, comme une pierre tombée soudain entre deux engrenages les calerait brusquement... Par conséquent, le montage à la chaîne rend indispensable l'interchangeabilité rigoureuse des pièces : tel boulon de la voiture 2.421 est absolument identique à celui de la voiture 31.407 ; vous pourrez mettre à la place de l'autre sans que personne, même le chef d'atelier, puisse s'en apercevoir. On voit l'avantage considérable qu'y trouve le client, puisque si, un jour, il reste en détresse par suite de la perte de ce boulon qu'il n'a pas surveillé, il le retrouve, exactement le même, chez le stockiste régional du constructeur. Le montage à la chaîne n'est donc concevable que pour de très grandes séries de véhicules identiques, et je ne saurais trop redire que la remarquable qualité de nos petites voitures françaises à grand tirage provient précisément de ce qu'elles sont faites identiques et en très grandes séries. Revenons à notre chaîne. Pour que l'homme, un peu fruste, qui a acquis dans telle opération simple une rapidité et une sûreté d'exécution si précieuses, ne gaspille pas son temps à s'approvisionner des écrous, goupilles, rivets, câbles, etc., qu'il doit monter, et qu'il ne se rende pas successivement aux différents châssis qu'il a charge de traiter, ce sont les châssis qui viennent à lui, l'un après l'autre, en un point où il trouve à ses côtés toutes les pièces dont il a besoin et tout l'outillage qu'il lui faut, et rien d'autre. Il suffit donc que les hommes soient postés le long d'une voie ferrée sur laquelle arrivent les châssis, et postés dans l'ordre où se succèdent logiquement leurs opérations, pour que le montage se fasse vite et bien. Par exemple, il est bien clair que l'homme qui installera le moteur sur le châssis et serrera les quatre boulons qui l'y attachent doit être posté le long du rail en avant de l'homme qui posera le radiateur, et ce dernier en avant encore du compagnon qui montera les raccords d'eau à la fois sur le moteur et sur le radiateur. Dans l'exemple que j'ai pris de la chaîne, appliquée à la 6 chevaux Renault, le montage total d'un châssis comporte 72 opérations, qui sont réparties en 14 phases principales, celles que représentent nos dessins. Car il est indispensable que toutes les phases soient exécutées dans le même temps rigoureux, en l'espèce 7 minutes et demie. Ce temps écoulé, chaque équipe pousse sur le rail le châssis qu'elle a traité, et le passe à sa voisine, en progression vers l'achèvement. Or, les opérations n'exigent nécessairement pas toutes le même temps : il est plus vite fait de frapper une rivure que de percer un trou, par exemple. Il a donc été nécessaire de grouper ensemble quelquefois jusqu'à cinq ou six opérations successives pour emplir exactement cet espace de temps. Toute la chaîne obéit à un coup de timbre qui retentit à intervalles réguliers. Si un ouvrier est malade, il est immédiatement remplacé par un camarade de rang professionnellement plus élevé, qui connaît tous les détails du montage complet et peut prêter secours sur quelque point que ce soit. On pensera avec raison que la débrouillardise française sait intervenir au moment propice et que, si une équipe (fait extrêmement rare) n'a pas achevé complètement son travail à l'instant où le timbre sonne, sa voisine donnera les coups de pouce et de clé qu'il faut pour que le châssis tout de même arrive irréprochable au poteau ! La chaîne, en ce qui concerne le modèle en question, parvient à un débit quotidien de 70 châssis. 
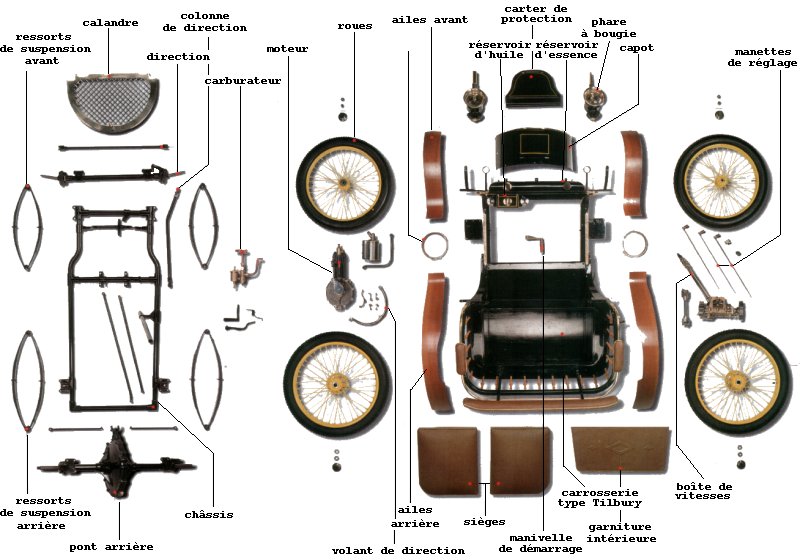
1. Le pont arrière arrive sur chariot au début de la chaîne. Deux hommes lui présentent le châssis garni de ses pédales et de son train avant. 2. Tandis qu'un homme réunit par des brides le ressort arrière et la traverse arrière du châssis, un second monte la direction, et un troisième pose les câbles électriques. 3. Le moteur complet (sauf la magnéto et l'avertisseur) est descendu sur le châssis et fixé par quatre boulons. Un compagnon installe l'arbre d'embrayage. 
4. Deux ouvriers mettent en place la planche-support des appareils électriques, à laquelle par des brides est fixé le réservoir d'essence. 5. Le support de direction est fixé à cette planche par un compagnon, tandis qu'un autre pose le chapeau de la traverse à laquelle aboutit le pont-boîte. 6. Le tuyau d'échappement, puis le silencieux sont fixés au châssis par des attaches et colliers appropriés. Cette opération exige à elle seule 7 minutes et demie. 
7. Le radiateur, composé de deux éléments de tubes verticaux avec collecteur central, est installé sur les longerons du châssis et fixé au tablier. 8. Le capot et la calandre (couverture du radiateur garnie de fentes pour le passage de l'air) sont montés. Le capot est maintenu ouvert par une tringle. 
9. L'ouvrier ajuste avec soin l'avant-bois (planche sur laquelle vient reposer le capot une fois fermé), et il le fixe solidement sur le châssis en l'y vissant. 10. Un ouvrier pose et règle les tiges des freins à main et au pied, tandis qu'un autre Installe les ferrures des marchepieds 11. Un ouvrier pose les raccords d'eau et leurs colliers de serrage, pendant qu'un autre installe les attaches mobiles qui fixent le capot à l'avant-bois. 
12. Sur les longerons de droite et de gauche, on fixe un coffre en tôle, qui fait corps avec le châssis et reçoit l'outillage et la batterie 13. Les pièces en métal sont immédiatement recouvertes d'un vernis noir qui les protège contre l'oxydation, précaution importante pour leur conservation. 14. Le vérificateur procède à une inspection minutieuse de tous les organes. Puis le châssis passe aux essais, soit sur rouleaux à poste fixe, soit sur la route. La chaîne est finie. |
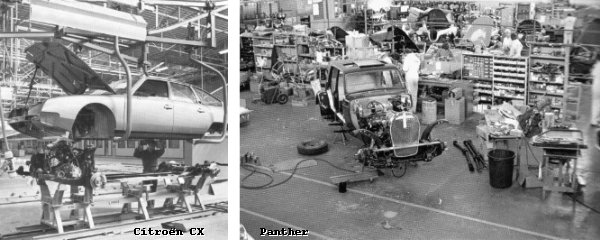
Le montage à la chaîne
(sources Alpha Auto et Citroën, 1974)
|




Chaîne de montage des Peugeot 104
à Mulhouse
(1977)

Citroën AX

Assemblage carrosserie à Aulnay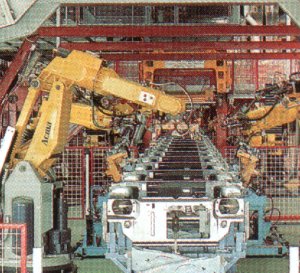  | ||
|---|---|---|
 | ||
 |  | |
Assemblage des moteurs à Douvrain 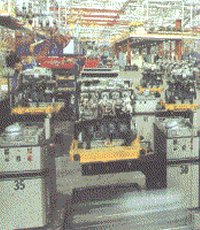 | Assemblage boîte de vitesses à Metz-Borny  | Assemblage des liaisons au sol à Caen  |
L'atelier de montage à Aulnay  |  | |
Pose planche de bord et pare-brise à Aulnay  | ||
Coiffage caisse-moteur à Aulnay   | ||